铁路道轨接头是怎么焊接的
1、铁路道轨接头焊接的方式:采用无缝焊接。铺轨时,使用牵引车牵着两根长达500米的钢轨滑行到相应的位置,数十名工程技术人员协助牵引机卸下钢轨并准确定位。钢轨铺设后,火车头就可顺着钢轨顶推由37节平板车组成的平板车组。
2、目前中国铁路各焊轨厂基本都采用接触焊接法,由瑞士引进GAAS-80焊机,由前苏联引进K190IIK焊机。
3、普通线路钢轨对接,一般采用鱼尾板连接方式。 无缝线路钢轨对接在工厂条件下一般采用气压焊或者接触焊,这样做的优点是,焊点内部杂质相对较少,钢轨更加稳定。
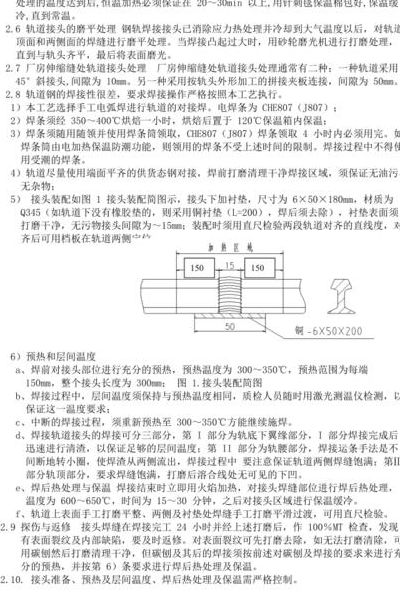
4、焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度应控制在800~900℃。1焊后矫直应在焊接接头热处理后进行,热态或冷态下均可矫直。
5、现场焊接可以采用移动闪光接触焊、移动气压焊或铝热焊等施工技术。 移动接触焊主要设备包括K920闪光焊机、正火设备、钢轨打磨机、焊缝校直机。
轨道焊接施工工艺是怎样的?
牵引机将钢轨铺设在无砟轨道上后,另一个无缝钢轨焊接施工队会立即将前面铺设的钢轨,焊接成一条没有缝隙的钢轨。

在焊接技术方面,采用的则是焊条电弧焊与常规CO2气保护焊两种焊接技术,在此基础上也研制出了一些相关的焊接工艺,如激光焊工艺、螺柱焊工艺等,这些焊接技术多在小范围生产中发挥作用。
.长钢轨焊接基本工艺流程:选配轨→轨头校直→轨端处理→焊接→正火→焊缝粗打磨→焊缝冷却→钢轨四向调直→焊缝精打磨→探伤、验收→储存。6.长钢轨焊接前应根据设计要求编制配轨计划表。
轨道施工方法 1 换轨铺设法 1 长轨枕嵌入式整体道床及无缝线路施工 作业流程:组装轨排→运送轨排→铺设轨排→轨排定位→灌注整体道床→短轨线路换为长轨条线路→焊接“ 联合接头”→建成无缝线路。
焊接工艺过程 ①配轨及调直工序与气压焊相同,在钢轨被夹紧部位(距端头50~500mm)处及两轨接触端面应打磨除锈,使钢轨具有良好的接触导电性能。②断续加热阶段。
铝热焊是轨道工务专业里比较炫的事情之一,原因就是火啊,好多火,火星四射、五光十色、好多色。铝热焊,实际就是用铝热反应进行钢轨焊接的办法,实际就是现场炼钢,然后把钢水注入两根钢轨的缝隙里,达到焊接的效果。
小钢轨用什么焊条焊接?
1、焊条选用:轨道钢焊条用WE600焊接的,适合全方位焊接的特种镍铬合金钢焊条,通用性极广,具有优良的焊接工艺性能,电弧稳定,焊缝均匀美观。工艺及注意事项:焊前预热200℃~400℃。
2、CMC EMagic6电焊条 高效型刀口焊条,实现低电流,高熔填率之理想;焊后熔金具优异韧性且耐冲击,饱满光滑,附着性佳,自动退壳,可机加工;适合于冷作钢损坏堆焊,特别适用于大型冲压模冲切部位。
3、高于铁轨320,所以用506焊条焊接钢轨焊缝不会裂开。
4、焊条是能焊钢轨的,J506是低氢钾型焊条,它是一种碱性焊条,可以焊接结构钢材几典型的Q235等钢材,其抗拉强度相对于E4315等普通焊条要大得多。
5、你可以考虑选用MG600焊条来焊接,可以直接焊接,不需要焊前预热和焊后热处理,焊接时注意要控制焊接速度。
6、焊条选用:J70J607奥氏体不锈钢焊条。A30A302(不预热)。B、工艺及注意事项:焊前预热200℃~400℃。小电流、尽可能先在坡口上堆焊,然后焊接。焊条烘干。锤击焊缝。
火车道轨与道轨的连接,能焊接吗?
1、铁路道轨接头焊接的方式:采用无缝焊接。铺轨时,使用牵引车牵着两根长达500米的钢轨滑行到相应的位置,数十名工程技术人员协助牵引机卸下钢轨并准确定位。钢轨铺设后,火车头就可顺着钢轨顶推由37节平板车组成的平板车组。
2、在铁路修建时,用大型的对焊机焊接。需要用电。在铁路维修和抢修时,一般用铝热剂焊接。不用电。液态的铁水从坩埚流进范模里,高温的铁水熔化焊缝内钢轨端面并填充焊缝,待铁水冷后就把钢轨熔接在了一起。
3、需要的设备有水准仪器 、经纬仪器、轨检测仪器、全站仪、焊剂、干锅、焊枪、割枪等等。工艺流程:1做好焊接现场前的准备工作。2在焊接现场的准备工作。3轨道的准备工作。4钢轨端头的准备。5钢轨端头的对直。6沙模的准备。
4、如16Mn、09Mn2Si等。属于高锰钢焊条,执行的是国家《GB984-85 堆焊焊条》标准,此焊条加工硬化性特别高,其中有钼提高了抗裂性及耐磨性能,硬化后可达HB≥450-500。高于铁轨320,所以用506焊条焊接钢轨焊缝不会裂开。
5、你好,火车轨道60Mn属于高锰钢,焊接的话,可以选择407焊条的,注意焊接工艺,比如:采用断续焊,焊后低温退火消除应力,基本能满足性能要求。望采纳,谢谢。
轨道交通焊接中的工程伦理问题
1、轨道交通焊接中的工程伦理问题有安全问题和质量问题。安全问题:在轨道交通焊接过程中,焊接区域需要高温,需要重点考虑安全问题,需要选择合适的焊接工艺和设备,并采取措施来确保工人和路人的安全。
2、焊接专业相关的道德规范,我认为从事焊接专业一定要按照焊接的准则,一五一十的完成焊接任务,同时要注重自身的安全,这就是相关的道德规范。
3、工程实践中出现伦理问题的原因包括: 利益冲突:在工程实践中,有时不同利益方的利益会发生冲突,如企业的利益与公众的利益,个人的利益与团队的利益等,这时工程人员需要权衡不同利益,做出正确的决策,遵循伦理规范。
4、工程师和科技人员有责任关心社会公众的需求,致力于解决社会问题。伦理问题包括是否在项目中考虑弱势群体的需求,以及是否回馈社会,推动社会进步。 冲突解决:在工程实践中,可能会出现团队内部或与客户、合作伙伴之间的冲突。
行车轨道焊接方法
铁路道轨接头焊接的方式:采用无缝焊接。铺轨时,使用牵引车牵着两根长达500米的钢轨滑行到相应的位置,数十名工程技术人员协助牵引机卸下钢轨并准确定位。钢轨铺设后,火车头就可顺着钢轨顶推由37节平板车组成的平板车组。
焊前预热200℃~400℃。小电流、尽可能先在坡口上堆焊,然后焊接。焊条烘干。锤击焊缝。焊后立即将焊接部位加热到600℃-650℃,保持该温度30分钟,然后缓冷。
搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。搅拌摩擦焊可实现异种材料间焊接,如金属、陶瓷、塑料等。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。