公制细螺纹M2.5与M2.6的区别?
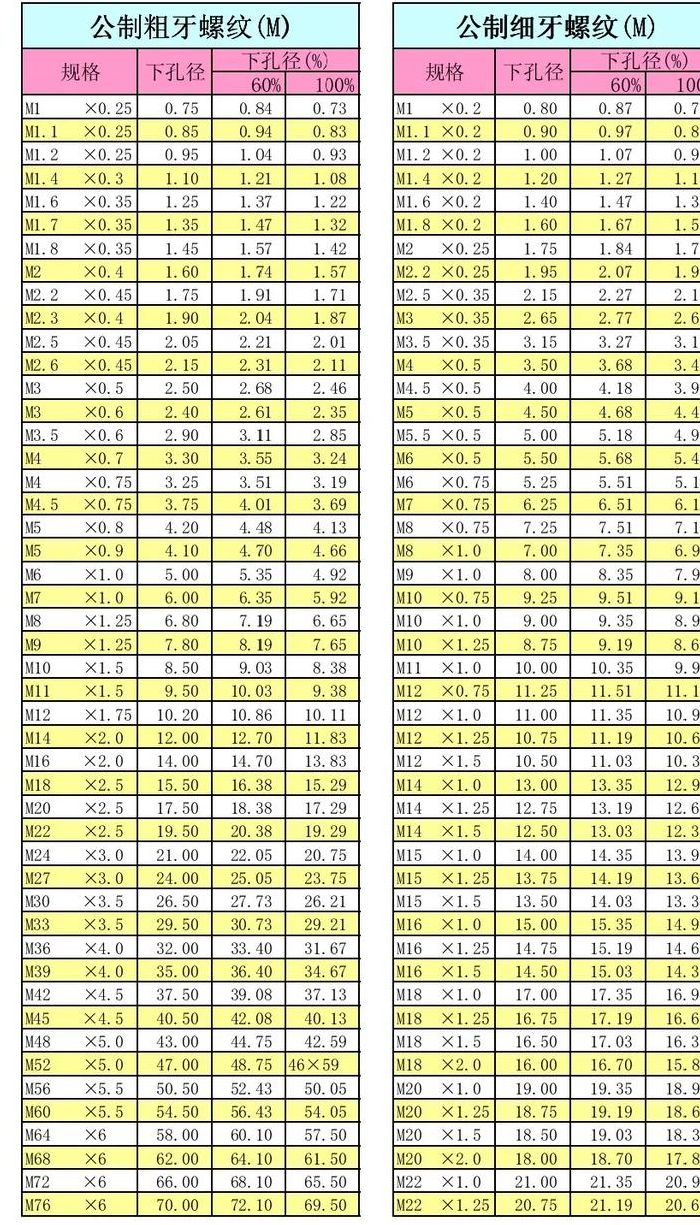
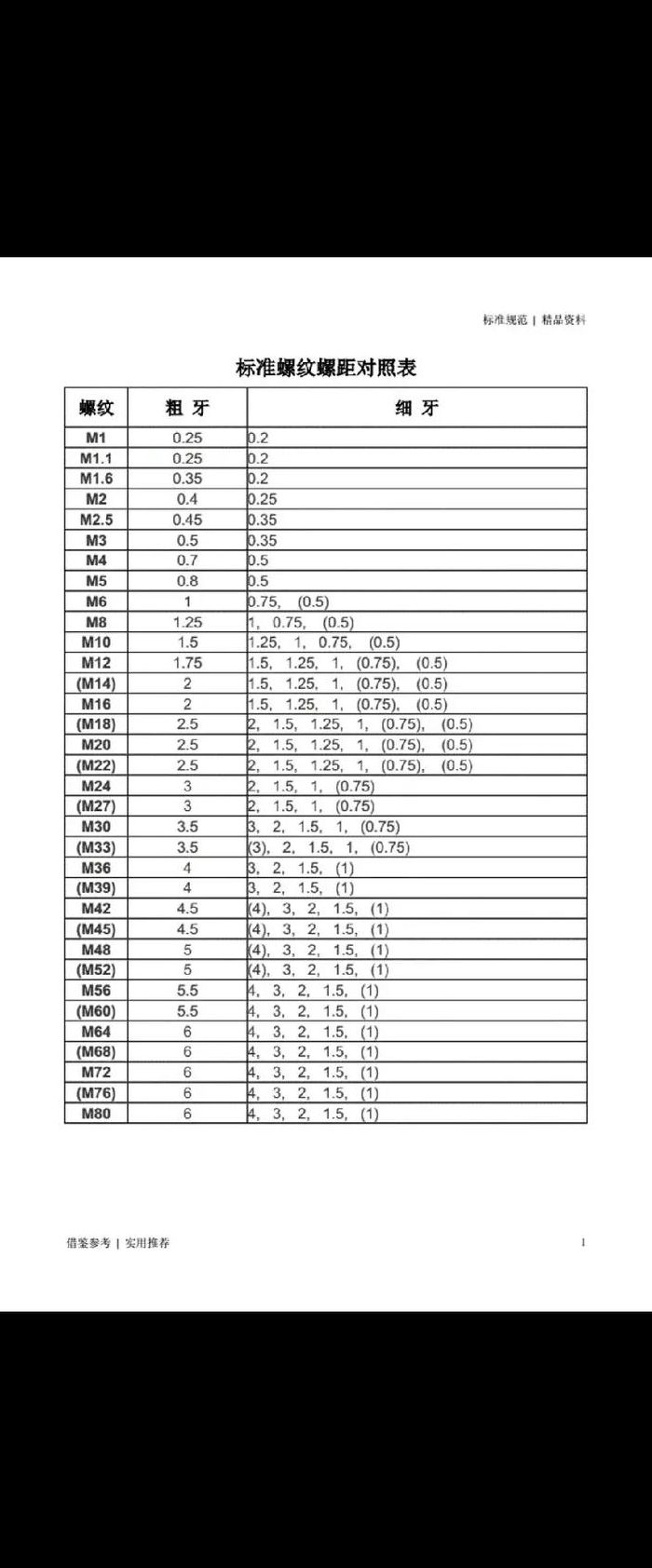
M5的粗牙螺距是0.45mm。细牙螺距是0.35mm。而m6是非标的,非标的就不可以确定了。
只差0·1mm 问题不大。但是钻后的直径,一定要小于 自攻螺丝 的大头螺纹直径哦。
查标准GB/T 811-2000,没有M6规格。
M5规格的螺纹,标准牙距为0.45,底孔直径为10;细牙螺纹的牙距为0.35,底孔直径为20。M6规格的螺纹,标准牙距为0.45,底孔直径为20;细牙螺纹的牙距为0.35,底孔直径为25。M3规格的螺纹,标准牙距为0.50,底孔直径为60;细牙螺纹的牙距为0.35,底孔直径为70。
内螺纹孔用牙规测了为什么还要用塞规检测
1、塞规是圆柱状的,用来检测内螺纹;环规是圆筒状,用来检测外螺纹;牙规是片状,用来比较外螺纹的牙型和螺距。这三种规都要与被检测的螺纹相同型号、规格和公差等级。
2、在检测螺纹尺寸的准确性时,我们主要使用螺纹规,它分为塞规和环规两种类型。塞规主要用于测量内螺纹,具体又有三种:普通粗牙、细牙和管子螺纹的专用塞规。它们的设计图示清晰,以确保测量的精确性。
3、用螺纹环规及卡板测量:对于一般标准螺纹,都采用螺纹环规或塞规来测量,在测量内螺纹时,如果螺纹“过端”环规正好旋进,而‘’止端‘’环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
压铸底孔小会导致螺牙止规入吗?
压铸的底孔一般都需要进行二次加工再攻螺纹的。牙规止规能进多数要找丝攻问题,攻牙方法、冷却方法等,螺纹底孔大了也会造成止规不止的现象,还有,如果牙规不标准或过度磨损了,也会量不准的。
压铸的底孔一般都需要进行二次加工再攻螺纹的。牙规止规能进多数要找 丝攻 问题,攻牙方法、冷却方法等,螺纹底孔大了也会造成止规不止的现象,还有,如果牙规不标准或过度磨损了,也会量不准的。
底孔太大会导致攻出来的牙太浅甚至无法攻出牙,孔太小会增大丝锥攻丝过程中的扭力而导致丝锥非正常磨损甚至折断。通常切削丝锥攻黑色金属时底孔直径为丝锥公称直径减螺距,如果攻有色金属时适当放大一点。希望回答能够对你有所帮助。
会。通止规的作用是检测工件内径的尺寸,而底孔的尺寸直接影响工件内径的大小。底孔的尺寸过大或过小,就会导致通止规无法准确地检测工件内径的尺寸,从而影响产品质量和生产效率,美标螺纹底孔的尺寸不符合通止规的要求,会影响通止规的使用效果。通止规是量规的一种。
螺纹加工设备的特点
速度快、精度高、攻出来的牙可通过牙规检测。
加工线速度高:螺纹铣刀的制造材料为硬质合金,加工线速度可达80~200m/min,而高速钢丝锥的加工线速度仅为10~30m/min,故螺纹铣刀适合高速切削,加工螺纹的表面光洁度也大幅提高。
其特点是速度快(可达400m/min),加工效率高,采用边压缩空气排屑冷却,因其切削过程中切削飞溅类似旋风而得名。旋风铣适用于干切削、重载切削、难加工材料和超高速切削,表面粗糙度可达Ra0.8μm,机床运动精度高,动态稳定性优良。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。