怎么算丝攻底孔的大小?
要计算底孔的尺寸,可以使用一个基本的公式:底孔直径 = 大径 - 2 × 牙高。其中,大径是指丝攻的螺纹直径,牙高则是指螺纹的高度。对于1/4-20UNC-2B丝攻,其螺纹直径为35mm(1/4英寸),牙高可以通过查表或者计算得出。
M14 底孔:110±0.05。M16 底孔:110±0.05。M18 底孔:190±0.05。M20 底孔:190±0.05。M22 底孔:90±0.05。M24 底孔:265±0.05。M27 底孔:265±0.05。用挤压丝锥打孔算底孔的公式:正确的挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。
G1/2丝锥攻丝的底孔大小应为1631毫米。根据公式,底孔直径(D钻)等于螺纹大径(D)减去螺距(P)。例如,G1/2螺纹的大径为955毫米,螺距为324毫米,计算得出底孔直径应为1631毫米。在攻螺纹时,底孔的大小至关重要,它影响着丝锥是否能顺利地进行切削,以及最终螺纹的质量。
丝锥有几种规格?
丝锥有很多种规格,且每种都不一样,具体要看使用什么规格的丝锥。
在螺纹加工中,常见的丝锥型号包括M、MF、UNC、UNF、BSP、NPT等。下面是这些丝锥型号的尺寸规格表: M型丝锥:M型丝锥是一种常用的度量制螺纹丝锥,适用于大多数度量制螺纹加工。
直槽丝锥:适用于公制、美制、英制等多种螺纹规格。 螺帽丝锥:专门用于加工螺母的内螺纹。 管牙丝锥:用于加工管状工件的内螺纹。 车针牙丝锥:适用于特定类型的车床内螺纹加工。 内容丝锥:用于加工特殊形状的内螺纹。
丝锥公制规格主要有以下几种:规格概览 公制丝锥规格包括:M0.M0.MMMM2等。这些不同规格的丝锥广泛应用于各种金属材料的钻孔加工中,用以创建螺纹连接。丝锥规格的选择主要依据其用途、加工材料的类型以及所需加工的螺纹尺寸。不同规格的丝锥具有不同的切削性能和适用场景。
分为手用丝锥和机用丝锥。 按加工方式不同,分为切削丝锥和挤压丝锥。 按加工的螺纹类型,分为公制粗牙丝锥、公制细牙丝锥、管螺纹丝锥等。 按形状不同,分为直槽丝锥、螺旋槽丝锥和螺尖丝锥。 按使用时丝锥的攻丝方向,分为顺扣丝锥和倒扣丝锥。以上信息来源于百度百科-丝锥。
美制丝锥螺纹规格对照表
-0.164-32UNC-2B的螺纹用直径4mm的丝锥。0.164-32UNC-2B螺纹采用丝锥的直径可查下表:4-0.164-32UNC-2B的螺纹是:英制8#-32牙粗牙系列的统一螺纹,牙型角为60°。2B是螺纹的精度等级。英制螺纹是螺纹尺寸用英制标注,按外形分圆柱、圆锥两种;按牙型角分55°、60°两种。
/8表示丝锥的公称直径是3/8 英寸,即大径为 525mm。24表示的是螺距:每英寸24牙。UNF表示美标细牙螺纹。美标中:B表示内螺纹。2B表示这个丝锥适合攻精度为2B的内螺纹,也就是一般精度的内螺纹。
美制2-4 1/2螺纹底孔尺寸为:4679mm~4593mm。美制2-4 1/2螺纹底孔尺寸具体可查下表:美制螺纹又名统一螺纹,是参照英国惠氏螺纹标准体系制定的美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。
基本尺寸:螺纹中径尺寸D2=d2=D-0.8*P 螺纹小径尺寸D1=d1=D-6*P 配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。
-32UNF螺纹底孔是83mm或者0.1508英寸。
-32UNC是美制粗牙螺纹,大径是0.138英寸,每英寸牙数是32,牙距是24/32=0.79375。美制螺纹,又名统一螺纹。1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。
丝锥型号有哪些?如何选择型号?(丝锥型号及尺寸规格表)
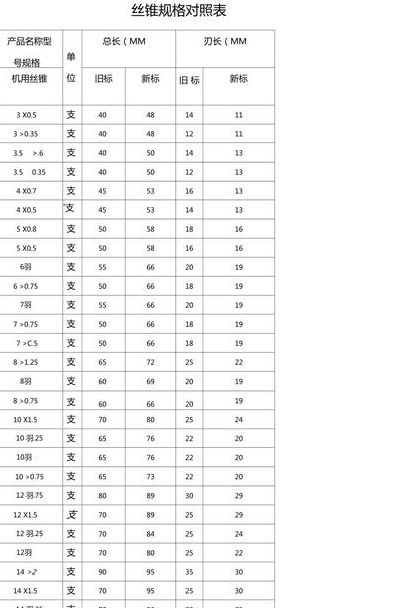
标准丝锥规格表:丝锥精度等级标准有:ISO(国际标准)、DIN(德标)、ANSIBS(美标)、JSI(日标)。
手动丝锥 手动丝锥是最常见的一种丝锥类型,也被称为普通丝锥。它通常由高速钢制成,具有三个切削刃。手动丝锥适用于加工常见的螺纹孔,如M、UNC、UNF等。根据不同的螺纹标准和尺寸,手动丝锥有多种规格可供选择。机用丝锥 机用丝锥是专为机床加工而设计的丝锥。
常见的标准丝锥规格包括:直径:从1mm到100mm,多数丝锥直径为3mm至30mm。长度:通常为50mm至500mm。螺距:通常为0.5mm至6mm,常见的有1mm、25mm、5mm、75mm、2mm、5mm、3mm、4mm和6mm。种类:包括M型、MF型、BSP型、NPT型、BSW型等。
丝锥型号及尺寸规格表 在螺纹加工中,常见的丝锥型号包括M、MF、UNC、UNF、BSP、NPT等。下面是这些丝锥型号的尺寸规格表: M型丝锥:M型丝锥是一种常用的度量制螺纹丝锥,适用于大多数度量制螺纹加工。
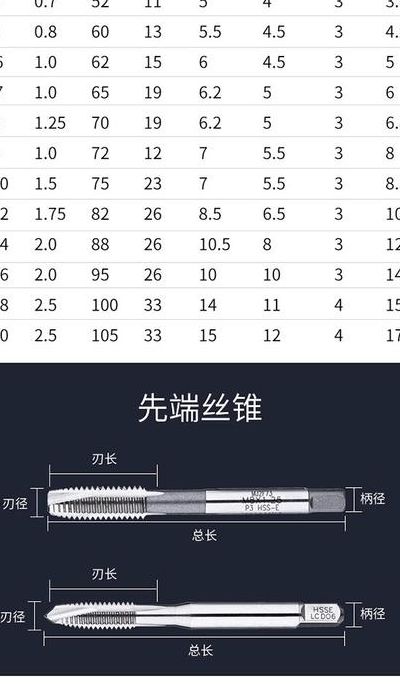
常用的型号包括: 先端丝锥:适用于加工螺母或其他机件上的普通内螺纹。 螺旋丝锥:适用于手工攻丝,结构简单,使用方便。 挤压丝攻:用于加工中、小尺寸内螺纹。 直槽丝锥:适用于公制、细牙、粗牙等多种螺纹。 螺帽丝锥:用于加工螺母等零件上的螺纹。
攻螺纹时,选择合适的丝锥至关重要。丝锥的规格决定了它能够加工的螺纹尺寸。在选择时,需要考虑螺纹的规格、牙距以及螺纹底孔直径。螺纹规格涵盖了从M2至M18的不同尺寸,每种规格下有标准牙距和细牙距两种选择。例如,M2规格的标准牙距为0.40,而细牙距为0.25;底孔直径则分别为60和75。
丝攻有哪几种?
1、螺丝攻种类繁多,根据不同的使用目的,可细分为手绞丝攻、螺帽丝攻、管用丝攻、先端丝攻、蜗旋丝攻、无槽丝攻、柄部特殊丝攻、复合丝攻、刃部可换丝攻以及其他类型。
2、丝锥分为切削丝锥和挤牙丝锥丝锥四大种类:螺旋丝锥、挤牙丝锥、直槽丝锥、先端丝锥一般用手绞丝攻(SKH.SKS)、铸铁用手绞丝攻、压铸件用手绞丝攻、塑树脂件用手绞丝攻、高硬钢用手绞丝攻、螺丝衬套用丝攻、加大尺寸用手绞丝攻(SKH.SKS)、碳化钨丝攻。
3、丝锥有很多种规格,且每种都不一样,具体要看使用什么规格的丝锥。
4、丝攻是一种用于钻孔、攻丝的切削工具,市场上存在多个知名品牌。常见的丝攻牌子包括: 威士、史丹利、达创、艾维仕和锐劲特等。详细解释 威士:威士是一家专业生产切削刀具的企业,其丝攻产品在市场上享有较高的声誉。该品牌的丝攻产品具有较高的精度和耐用性,适用于多种材料的切削加工。
5、英制丝攻还包括管螺纹丝攻,分为圆柱管螺纹、55度圆锥管正牙螺纹和60度圆锥管螺纹,每种都有多种规格,表示方法各异。 丝攻根据螺纹旋转方向分为右旋螺纹和左旋螺纹(也称反牙螺纹)。默认情况下,丝攻为右旋螺纹,而左旋螺纹则需特别标注。 以上内容简要介绍了丝攻的规格和类型,供参考和学习。
螺纹规哪家性价比高?
1、滚珠丝杠由螺杆、螺母,上海KGG日本KSS丝杆性价比高企业、钢球、预压片、反向器、防尘器组成。它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,上海KGG日本KSS丝杆性价比高企业,这项发展的重要意义就是将轴承从滑动动作变成滚动动作。
2、安装钢丝螺套的底孔建议是:M3的请选1mm的钻头、M4的请选2mm的钻头(大一点的钻头,安装钢丝螺套时会更容易,如2mm、3mm)。上万件的钢丝螺套就要螺套电动扳手安装,快捷方便。如果安装这么多就一次,下次不用了。建议用螺套扳手,性价比更高。
3、质量与价格:虽然高质量合金螺纹钢的价格可能相对较高,但其卓越的性能和较长的使用寿命使得其性价比非常高。从长远来看,使用高质量的合金螺纹钢能够确保工程的安全性和减少维修成本。综上所述,高质量的合金螺纹钢由于其出色的材料性能、生产工艺和广泛的应用领域,被认为是最好的选择。
4、牙数越多,牙距越小,螺丝的螺纹密度越大,承压能力越强,但同样会增加制造成本。在实际使用中,选择合适的自攻螺丝规格需要考虑多个因素。首先,需要根据材料的厚度和强度来选择合适的规格。其次,需要考虑螺丝的使用环境,比如温度、湿度等因素。最后,还需要考虑成本因素,选择性价比高的自攻螺丝。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。