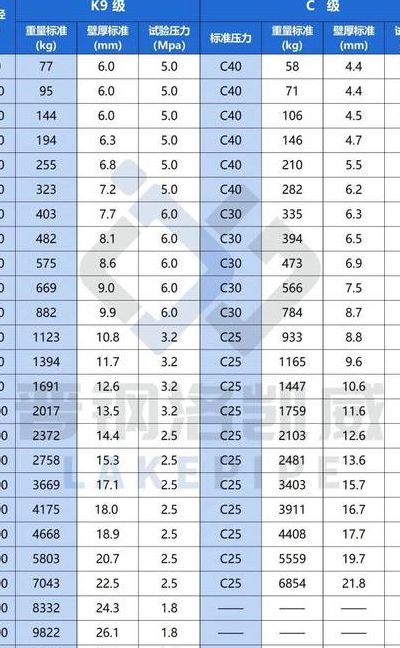
球墨铸件几种牌号的化学成分
1、作为球墨铸件主要元素的C、Si、Mn、P、S的选择如下。

2、除Fe外,还含及其它铸铁中的碳以石墨形态析出,若析出的石墨呈条片状时的铸铁叫灰口铸铁或灰铸铁、呈蠕虫状时的铸铁叫蠕墨铸铁、呈团絮状时的铸铁叫可锻铸铁或码铁、而呈球状时的铸铁就叫球墨铸铁。
3、球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。碳及碳当量的选择原则:碳是球墨铸铁的基本元素,碳高有助于石墨化。
4、都是灰铸铁,主要成分是铁、碳、硅、锰、硫、磷,是应用最广的铸铁,其产量占铸铁总产量80%以上。金相基体组织相同,都是铁素体+珠光体 都具有良好的铸造性能、良好的减振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性。
铸件的凝固方式分为哪三种?
一) 合金的凝固方式:1. 顺序凝固:铸件的顺序凝固原则是采取各种措施,保证铸件各部分按照距离冒口的远近由远及近朝着冒口方向凝固,冒口本身最后凝固。铸件按照这一原则凝固时,可使缩孔集中在冒口中,获得致密的铸件。带有冒口的板状铸件,采用顶注式浇注。
铸件的温度场是指在凝固和冷却的某一瞬间,铸件横断面上的温度分布状态。凝固方式有三种:逐层凝固、糊状凝固和中间凝固。逐层凝固是指固相区从铸件表面向内部逐层发展的过程;糊状凝固是指凝固区较宽,贯穿整个铸件断面;中间凝固是指凝固区域较宽,并迅速扩展至铸件中心。
铸件的凝固方式如逐层凝固、体积凝固和中间凝固,对铸件的致密性和热裂纹产生几率有直接影响。均质形核与非均质形核是凝固过程中的关键因素,涉及临界形核半径、临界形核功和形核率。非均质形核条件主要考虑结晶相的晶格与杂质基底晶格的错配度。
高压,高速是压铸与其他铸造方法的根本区别
1、压铸时常用的压力为4至500MPa,金属充填速度为每秒0.5至120米。因此,高压、高速是压铸法与其他铸造方法的根本区别,也是重要特点。
2、压铸和铸造的定义不同:压铸,一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压,模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。铸造,将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。
3、压铸区别于其它铸造方法的主要特点是高压和高速。金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。
4、压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。
...零件和木模的大小与形状完全相同。现有一个铁铸件
1、解:(1)V 木 =m 木 /ρ 木 =0×10 -3 m 3 ,V 铁 =m 铁 /ρ 铁 =8×10 -3 m 3 ,因为V 铁 V 木 ,所以铁铸件内部有气泡 (2)V 气泡 = V 木 - V 铁 =0.2×10 -3 m 3 。
2、混砂阶段:制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。制模阶段:根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模,大批量铸件可以制作型板。现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。
3、相比之下,木模铸造虽然应用广泛且成本低,但在表面质量方面可能稍逊一筹。木模铸造的铸件表面可能不如消失模铸造的铸件光滑,且可能更容易出现毛刺或气泡等缺陷。然而,这并不意味着木模铸造的表面质量差,而是相对于消失模铸造而言,其表面质量可能稍逊一些。
4、首先,锻件通常是由45号钢以上的材料经过热处理锻打而成,其主要用于加工机器零件。由于其独特的制造过程,锻件并不属于板材类或型材类,而是属于锻造材料的范畴。其次,铸铁、球墨铸铁和铸件则属于同一类材料,俗称“生铁”。这类材料的一个显著特点是其变形能力极低,宁折不弯。
5、铸件都是根据图样的要求先制作出合格的木型,然后用这个木型造型,浇铸而成 翻砂是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法 制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。