m12的螺纹车削尺寸是什么?
1、M12的螺纹,外圆要车削的尺寸为:175~192mm。公制螺纹M12的大径为12mm,加工时考虑到刀具的挤压效果,一般把外圆控制在175~192mm。其他螺纹的控制尺寸见下表:螺纹:在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹凸起是指螺纹两侧面的实体部分,又称牙。

2、M12的螺纹,外圆要车削的尺寸为:175~192mm。公制螺纹M12的大径为12mm,加工时考虑到刀具的挤压效果,一般把外圆控制在175~192mm。
3、M12螺纹的车削尺寸涉及多个参数,下面分别说明: 大径:螺纹的最大直径为12mm。 外圆尺寸:车削后的外圆尺寸应该控制在175至192毫米之间。这一尺寸考虑到刀具对材料的挤压效应,确保螺纹加工的准确性。
4、根据上图标准:如果是M12的螺纹,外圆要车削的尺寸就是:175~192mm。公制螺纹M12的大径就是12mm。这个是公制的,不过一般实际车削时往往直径会比这个实际值小0.1到0.2mm。因为存在挤压问题。
5、M12的螺纹,外圆要车削的尺寸为:175~192mm。
数控车梯形螺纹,内丝和外丝刀具宽度一样吗?
1、无论内外螺纹,牙槽底宽是相同的,所以刀头宽也是相等的。
2、你好!多大的意思,6分也叫3/4 20, 4分也叫1/2 15, 内丝就是管箍、直接的意思, 外丝就是内接的意思。和你说的一样的 仅代表个人观点,不喜勿喷,谢谢。暖气片是一种采暖为主的采暖设备。
攻牙前使用钻头孔径对照表
1、攻牙前使用钻头孔径对照表:图一:图二:攻牙要点:工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻牙容易判断丝锥轴线是否垂直于工件的平面。工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
2、攻牙前使用钻头孔径对照表:图一:图二:攻牙要点:工件夹持位置应正确,尽量确保螺纹孔中心线处于水平或垂直位置,以便于攻牙时轻松判断丝锥轴线是否垂直于工件平面。工件上的螺纹底孔需倒角,通孔螺纹的两端也应倒角。
3、攻牙前使用钻头孔径对照表如下图:图二:注意:是指多孔固体中孔道的形状和大小。孔其实是极不规则的,通常把它视作圆形而以其半径来表示孔的大小。孔径分布常与吸附剂的吸附能力和催化剂的活性有关。孔半径在10nm以下的孔径分布可用气体吸附法测定,部分中孔和大孔的孔径分布可用压汞法测定。
4、攻丝所需钻头大小参考表:- M24丝攻通常使用Φ21钻头,因其螺距为3毫米,故钻孔尺寸计算为螺纹直径减去螺距,即24毫米 - 3毫米 = 21毫米。- 不同材料的攻牙难度可能不同,因此钻孔尺寸可以适当调整。例如,M8*25的螺纹,底孔尺寸为外径减去螺距,即8毫米 - 25毫米 = 7毫米。
5、对照表上的数据,如MMM12等不同螺纹,都有相应的孔径推荐。例如,M6螺纹对应的攻牙孔径是3mm,M8则为4mm,以此类推。这些数据是经过精密计算和实践验证的,确保你在攻牙时能顺利进行,避免因孔径不匹配而带来的困扰。在实际操作中,别忘了测量工具的准确性至关重要。
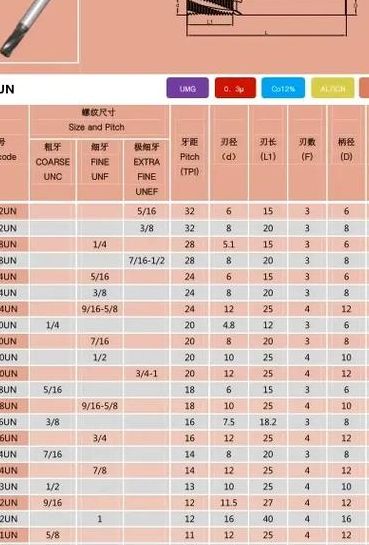
不同螺纹铣刀规格尺寸表
规格尺寸详解 螺纹铣刀的规格尺寸包括直径、螺旋角、切削刃数、牙型角等关键参数。直径决定了刀具的大小,螺旋角影响切削效率,切削刃数则决定加工精度。牙型角是决定螺纹形状的重要因素,对于每一种螺纹类型,都有特定的牙型角要求。
计算螺纹M30×5的底孔直径:公称直径-08P=30-62=238mm,所以螺纹底孔孔径为238mm的通孔。
、55°圆柱管螺纹的转化55°圆柱管螺纹,来源于英寸制系列,但米制和英寸制国家均广泛采用,用于输送液体经、气体和安装电线的管接头与管子的连接,然而,各国的代号不同,应按下表(对照表)中的国外代号转化为我国代号,现将各国的55°圆柱管螺纹代号列于下表。
G0X60.Y0。G02G90X-60。Z-0.75R60。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。