热流道设计要注意些什么?
1、热流道设计注意事项:模具制造公司在让供应商设计热流道时,不仅仅需要提供给供应商2D或3D图,更重要的是需要提供有关产品的设计信息,这样才能确保方案的可行性,使方案更加完美。
2、热流道换色温控一定要准,整个热流道系统的温度要达至一定范围内的平衡。
3、模流分析 如果选择好用的热流道 模流分析:在一个需要3个注入口的零件上,为了控制零件上的接缝线,就要解决塑料流量平衡的问题。通过一个详细的岐管设计,可以评价流量的平衡和岐管的布置,保证下行阿诺立流道能够满足客户模具基座的需要。
怎么判断热流道加热点有几个
看随模具的铭牌,上面标示有万用表测电阻(在模具上的插座),每4个针为1组。热流道是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。
一个理想的热流道系统应该有均匀一致的温度分布,但实际上会有多种原因导致热流道各处温度的不同,如热流道加热元件的质量原因,热流道系统与模具结合配合处热量的过度丧失,塑料溶体在热流道里各处剪切热的不同等。热流道系统尺寸越大越复杂,就越应该选择多区域温度控制的热流道系统。
热流道:不同的塑料特性, 制品的形状、大小、厚薄、重量,型腔排列和浇口位置,市面上有数款不同形状和大小的热嘴和流道板以适应各种产品。冷流道:模具设计简单,使用广泛。特点不同 热流道:过加热的办法来保证流道和浇口的塑料保持熔融状态。

如果生产过程中需要频繁改变注塑条件或需要大幅度减少材料浪费,热流道转冷流道可能是更好的选择。而在生产条件相对稳定,且对材料浪费敏感度较低的情况下,热流道则更为合适。无论是选择热流道还是热流道转冷流道,关键在于根据实际生产需求和成本考量做出合理的选择,以确保生产过程的高效和经济。
针阀式热流道根据注射原理有气缸式和弹簧式。气缸式因为其结构的特点决定模具精度要高,同时调试和维护都比较复杂,加热部分在喷嘴上。他们中的很大成本在调试和维护上,客户基本不能自己维护。
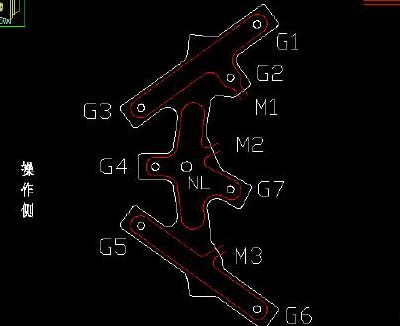
模具上2-4个浇口,浇口加热通常在每个浇口1组,如果热咀过长的话会有2-3组。加上分流板也需要加热,所以温控器6-10区很正常的。
热流道温控箱怎么找点
1、热流道温控箱找点可以通过以下三种方式进行:咨询热流道供应商:在试模过程中,如果遇到找点困难,可以直接咨询提供热流道系统的供应商。他们通常会有专业的技术人员提供帮助,指导你如何准确找到温控箱对应的热流道控制点。
2、可用几下三种方式找点:试模时咨询做热流道的供应商,寻求供应商的帮助。查询厂家提供的热流道铭牌,按铭牌对应查找。可把温控箱所有卡打开,把报警卡关闭,报警卡没有热咀或分流板,与热流道系统无关。剩下则为套热流道要用到的卡。
3、你好,我认为有三种方法可以找温控卡对应的点。试模时把做热流道的供应商找来,你要调那个点他就帮你找那个点。万一供应商不过来,可以看他提供的热流道铭牌,按铭牌对应找,如果供应商连铭牌都不提供给你。
4、连接温度感应线,如果需要接温度传感器,将温度传感器的线头连接到温控器的输入端子上。连接控制信号线,如果需要连接PLC或其他控制设备,将热流道针阀控制器的监测信号线连接到PLC的输出端子上。连接接地线,将热流道针阀控制器的接地线连接到PE端子上。
5、首先需要确定热流道的零位。将热流道温控箱调零,使其热流道的温度保持在常温状态。在确定了热流道的零位后,根据注塑生产的需要逐渐调整热流道的温度。根据生产工艺和使用材料不同,需要调整的温度范围也各不相同。
6、对于热流道温控箱的维修解决方法,主要关注点在于处理温度失控、PV屏显示异常及报警问题。具体步骤如下:首先,针对热流道温度失控情况,应立即关闭热流道温控箱电源,避免发生意外。常见原因包括加热元件电线断路或加热元件烧坏。解决办法包括检查线路和更换加热元件。
模具热流道如何判断有几组
1、看随模具的铭牌,上面标示有万用表测电阻(在模具上的插座),每4个针为1组。热流道是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。
2、热流道几个点是判断方法如下:热流道的几个点是指在注射成型过程中需要控制温度的一些关键位置,如进料口、分支管、喉管、喷嘴等。
3、缩短制件成型周期 因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下。节省塑料原料 在纯热流道模具中因没有冷浇道,所以无生产费料。这对于塑料价格贵的应用项目意义尤其重大。
4、热流道的结构一般由以下几个关键部分组成:热喷嘴:热喷嘴是热流道系统的核心部件,主要负责将塑料熔体输送到模具型腔。热喷嘴通常分为开放式热喷嘴和针阀式热喷嘴两种。开放式热喷嘴:结构相对简单,适用于对浇口痕迹要求不高的产品。
5、尖咀--如普通模具的细水口 通咀--大。入水处留有小水口,须后加工剪除 针阀咀--流量大,没水口,效果好,原理是通过气压(油压)牵动阀针进行进胶或者关闭入水点。Manifold 流道板 主要是采用多点进胶,做横向(纵向)塑胶的平衡分流道各个热射咀。
6、模具上2-4个浇口,浇口加热通常在每个浇口1组,如果热咀过长的话会有2-3组。加上分流板也需要加热,所以温控器6-10区很正常的。
塑胶模具常用英语词汇对照表
1、模具类: K.O孔——顶棍孔——用来顶顶针板的。
2、例如:Tate & Lyle、Daimler-Benz、Dow Jones、Goodyear Tire & Rubber、Hilton Hotel、Volvo、Hillsdown Holdings、Fiat、Marriott Hotel、天津丽明化妆品工业公司、上海嘉扬信息系统有限公司、宏捷精密塑胶模具(上海)有限公司、上海春茂制冷设备有限公司。
3、以下是常见的表示“公司”意思的英语单词:(1) Company (Co)company是个很常用的表示“公司”的单词。company是英国英语,如在英国(公司法)的英语是Company Law。company一般指已经登记注册、具有法人资格的公司,不管其规模大小。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。