高频淬火有哪些工艺优点
1、淬火速度快,淬火效果好,无氧化现象和脱碳现象。速度快,加热时间短,变形小。可以进行局部淬火。便于实现机械化和自动化。
2、加热速度极快,可扩大A体转变温度范围,缩短转变时间。淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。淬硬层深,易于控制操作,易于实现机械化,自动化。
3、加热速度快是高频淬火机的显著特点。采用感应加热技术,高频淬火机能够在短时间内对工件进行加热,且无氧化层形成,有效减少了工件变形,提高了生产效率。体积小、重量轻是高频淬火机的另一优势。采用分体式结构设计,使得设备更加便于移动和安装,满足了不同生产环境的需求。
普通淬火和高频淬火有什么区别?
加热方式 普通淬火一般采用传统的火焰、电热或感应加热方式,加热时间较长。高频淬火采用高频电磁场感应加热,加热速度快,能量集中,能够在短时间内达到所需的加热温度。冷却方式 普通淬火的冷却过程通常使用水、油或其他冷却液进行冷却。
方法不同 高频淬火:通过快速加热,待加工钢件的表面达到淬火温度,不均匀的热量传递到中心,然后快速冷却。只有表面硬化为马氏体,中心仍为退火(或正火回火)结构,具有原有的塑性和良好的韧性。普通淬火:将金属工件加热到合适的温度一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。
普通淬火和高频淬火是两种不同的金属热处理工艺,它们在处理工艺、应用领域以及效果等方面存在显著的区别。首先,从处理工艺来看,普通淬火是将金属工件加热到合适的温度一段时间,然后浸入淬冷介质中快速冷却。这种工艺的目的是使金属工件的整体组织和性能得到改善。
普通淬火与高频淬火在金属处理工艺中具有显著的不同。
高频淬火的工艺有哪些?
油冷,760~770℃淬入20~40℃的油冷却至室温硬度(HRC)60~63。分级淬火(直径尺寸或有效厚度不大于12mm模具零件),760~770℃淬入170~200℃的熔融硝盐浴,等温3~5min,出浴空冷硬度(HRC)60~63。⑤回火:加热温度160~180℃,保温时间2~2h,回火后硬度58~62HRC。
另外,高频淬火的工艺条件包括加热温度、保温时间、冷却速度和淬火介质等参数,需要根据具体的金属材料特性和淬火要求进行合理的选择和调整。高频淬火具有淬火速度快、变形小、效率高等优点,可以显著提高金属材料的表面硬度和耐磨性能。另外,高频淬火的工艺环境比传统的火焰淬火、盐浴淬火等工艺更加环保和安全。
高频淬火的工序:快速加热与立即淬火冷却相结合。通过快速加热使待加工钢件表面达到淬火温度,不等热量传到中心即迅速冷却,仅使表层淬硬为马氏体,中心仍为未淬火的原来塑性、韧性较好的退火(或正火及调质)组织。
高频淬火是指利用高频电流(30K-1000KHZ)使工件表面局部进行加热、冷却,获得表面硬化层的热处理方法。这种方法只是对工件一定深度的表面强化,而心部基本上保持处理前的组织和性能,因而可获得高强度,高耐磨性和高韧性的综合。 用高频淬火机实现 工件直接落入水中淬火的冷速比水圈喷水冷却的冷速要快。
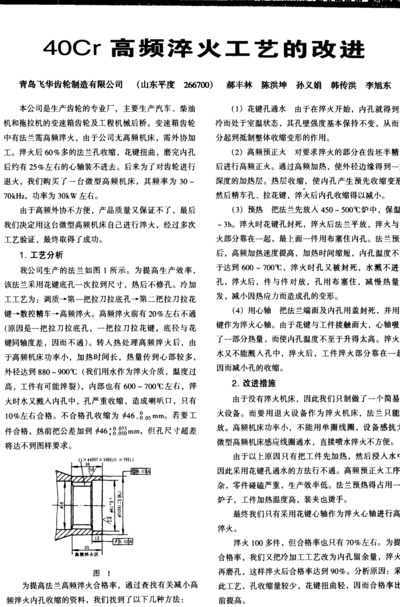
高频淬火:将工件放入感应圈中,使工件表层产生感应电流,在极短时间内加热到淬火温度后,立即喷水冷却,使工件表层淬火,从而获得非常细小的针状马氏体组织;高频淬火的深度一般在1~2mm以内,由于40Cr的含碳量不高,所以经过表面淬火的硬度也只有HRC45~50。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。