低合金钢焊条的低合金钢焊条简介
1、J555 E5511-G E8011-G 纤维素型 AC、DC+ 用于低合金钢管环缝对接的向下立焊及相应强度等级的结构的向下立焊。 J556 E5516-G E8016-G 低氢型 AC、DC+ 适用于焊接中碳钢和15MnTi,15MnV等低合金钢结构。
2、低合金钢焊条用于焊接含有一定量合金元素的钢,如锰钢、铬钼钢等。这些焊条能够提供额外的强度和韧性,以满足对焊接接头的高性能要求。它们在桥梁、船舶、压力容器等重型结构的制造中特别重要。 不锈钢焊条 不锈钢焊条用于焊接不锈钢和耐热钢。
3、焊条类型简介 A302焊条属于钛钙型焊接材料,这种焊条具有优异的力学性能和抗裂性。它主要用于焊接重要的低碳钢和低合金钢结构。由于其特殊的成分和工艺,A302焊条在焊接过程中表现出良好的操作性能,并且焊缝金属具有优良的力学性能和抗腐蚀性能。
4、首先,从成分上来看,A302焊条是一种铬钼耐热钢焊条,而A102焊条则是一种低合金钢焊条。这种成分上的差异决定了它们在实际应用中的不同特性。A302焊条由于其铬和钼的含量较高,因此具有较高的耐高温性能,能够承受高温下的氧化和腐蚀。
5、J107低合金钢焊条 E10015-G低合金钢焊条 低氢型 DC+ 适用于焊接抗拉强度相当于980Mpa左右的低合金高强度钢结构。
6、E55代表:E 碳钢焊条、低合金钢焊条;强度在440 ~540MPA之间,主要合金Mn-Si-Mo。E55系列焊条:E5511-G,中国牌号是 J555 AWS型号是E8011-G:纤维素型 AC、DC+ 用于低合金钢管环缝对接的向下立焊及相应强度等级的结构的向下立焊。

506和507焊条有什么区别
1、适用电源不同:507焊条只能用于直流电源,506是交直流两用的碱性焊条,也可以用交流焊接,但是气孔倾向要比507大,所以重要构件一般应用507。焊条用途不同:如果是动载荷焊缝(要求焊缝韧性高时),应该选择碱性焊条506或507;重要焊缝(如探伤的压力容器焊缝),最好选择直流碱性焊条507。
2、焊条和507焊条的区别是506焊条可用交流电源,为了适应交流焊机,506焊条的药皮中加入了较多的稳弧剂,如碳酸钾、碳酸钠等容易产生电离的物质,作为稳弧剂。507焊条为低氢钠型对焊缝要求较高,钢和低合金钢焊条,参数选择直流反接,适用于要求塑性、韧性及抗裂性较高的重要结构件。
3、氢气含量不同506焊条焊接过程中产生的氢气含量较高,容易引起氢致脆性断裂,因此需要注意焊接条件和焊接后的热处理;507焊条的氢气含量较低,不易引起氢致脆性断裂,因此焊接过程中的热处理要求较低。
4、,适用电源不同:507焊条只可用于直流电源,506交直流两用的碱性焊条,还能用交流焊接,但是气孔倾向比507大,重要构件常常会使用507。2,焊条用途不同:如果是动载荷焊缝,建议选择碱性焊条506或507;而重要焊缝建议选择直流碱性焊条507。
5、和506,502焊条的区别:酸碱性不同 502焊条属于酸性焊条,506和507焊条属于碱性焊条。材质结构不同 502焊条属于钛钙型低合金结构钢焊条;506焊条属于低氢钾型低合金结构钢焊条;507焊条属于低氢钠型低合金结构钢焊条.焊接电流不同 502焊条和506焊条采用交流焊机、直流反接极性焊接。
6、焊条424250506和507是不同种类的焊条,它们在焊接应用和特性上有所不同。以下是它们的主要区别:焊条422:用途:焊条422属于不锈钢焊条,适用于焊接类似于AISI 42ASTM CA6NM等耐热耐蚀钢的工件。
r317焊条是什么材质
指的是一种合金钢金属材质。该焊条是由金属焊芯以及包裹在外的涂料构成。R317指的是一种不锈钢的牌号,此外焊条还包括r307焊条。焊条的金属焊芯主要包括碳元素和钢。其中,碳元素含量的不同,相对应焊条的强度、硬度也有所不同,及碳元素越高,强度、硬度越高。
r317焊条是一类合金钢金属材质,该焊条是由金属焊芯及其包裹在外面的涂料组成,R317指的是一类不锈钢的牌号,当中碳元素含量的不一样,对应焊条的强度、硬度也就不相同,及碳元素越高,强度、硬度越高,当然伴随着碳含量的增加,焊条的可塑性也会愈来愈低,那样R317焊条中还包含相应的钼元素、铬元素等。
焊条是低氢型药皮的Ni70Drl15型耐热合金焊条,由于焊缝中含有Nb,故焊缝金属有较好的塑性及抗裂性能,采用直流反接,可全位置焊接。用于耐热耐蚀要求的镍基合金焊接及异种金属的焊接。
557焊条适合焊什么
焊条适用于焊接高铬铸铁、高锰钢、铸钢、合金钢等耐磨材料,在高温下具有良好的耐磨性和耐腐蚀性,但焊接后的金属组织容易出现裂纹和脆性。因此,557焊条在使用时需要注意控制焊接过程中的温度和冷却速度。
用于焊接中碳钢和Q390等低合金钢结构。J557低合金钢焊条J557焊条是低氢钠型药皮的低合金钢焊条,采用直流反接,短弧操作,可进行全位置焊接。适用于焊接中碳钢和部分低合金钢结构及相应级别的压力容器及承压管道的焊接。如,15MnTi、15MnVR、20MnMo等。
中碳钢以及部分低合金钢,如15MnTi、15MnV。采用直流反接,可进行全位置焊接。焊接工艺性能优良,电弧稳定,飞溅小,脱渣容易,焊缝成型美观,适用于焊接中碳钢以及部分低合金钢,如15MnTi、15MnV。
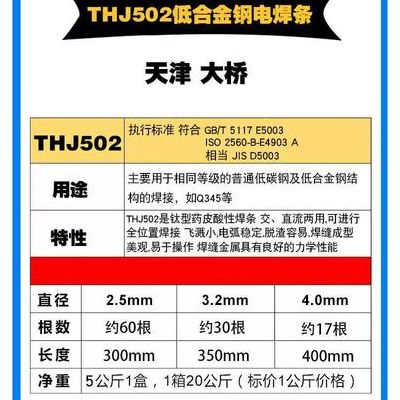
e5003焊条什么焊条
酸性焊条。E5003是J502钛钙型低合金结构钢焊条,属于酸性焊条,适合交流焊机、直流焊机焊接,焊条强度等级与Q345(16Mn)低合金钢匹配,适合焊接Q345低合金结构钢,提示E必须大写,不能小写成e。
E5003是J502钛钙型低合金结构钢焊条。属于酸性焊条。焊条型号编制方法如下:字母E表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,0及1表示焊条适用于全位置焊接(平、立、仰、横),2表示焊条适用于平焊及平角焊,4表示焊条适用于向下立焊。
E5003焊条是一款专为低合金结构钢设计的酸性焊条,它的型号编制方式独特。首字母E明确了其焊条类型,接下来的两个数字50表示其熔敷金属的最小抗拉强度达到500MPa。这个焊条特别适合全位置焊接,即无论是平焊、立焊、仰焊还是横焊,都能得心应手,这是由其0或1的焊接位置代码所决定的。
E5003是属于J502钛钙型低合金结构钢的焊条。它属于酸性焊条,焊条强度等级与Q345(16Mn)低合金钢匹配,适合对Q345低合金结构钢进行焊接。焊接性能比碱性焊条好一些,抗裂性一般。
J502(E5003)属于钛钙型低合金结构钢焊条。J502焊条主要用于焊接强度稍高的低碳钢结构和合金钢。钢焊条的分类:钢焊条分为耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
E5003是J502钛钙型低合金结构钢焊条,属于酸性焊条,适合交流焊机、直流焊机焊接,常用于Q355类似低碳钢焊接。所以不建议用来焊接不锈钢。
焊钢管用什么焊条
1、焊接低碳结构钢时,可选用钛钙型焊条J422(也称为E4303)。 这种焊条具有酸性药皮,属于钛钙型,其型号“J”代表结构钢焊条,数字“42”表示焊缝金属的抗拉强度为42kg/mm。 J422焊条适用于焊接低碳钢和低强度等级的低合金钢,常用于建造钢结构物和普通碳钢管线。
2、用钛钙型低碳结构钢焊条 J422(E4303焊条焊接即可)。它是一种酸性焊条,药皮钛钙型,J表示结构钢焊条,42是42kg/mm2焊缝金属的抗拉强度。用于焊接低碳钢结构和强度等级低的低合金钢,一般用于焊接钢结构和普通碳钢管道的焊接。
3、用J422焊条,J422焊条是普通叫法,对应国际标准牌号。它是一种酸性焊条,药皮钛钙型,J表示结构钢焊条,42是焊缝金属的抗拉强度,熔金抗拉强度不低于420MPa,屈服点大于330MPa。主要用途:用于焊接低碳钢结构和强度等级低的低合金钢,一般用于焊接钢结构和普通碳钢管道的焊接。
4、J506焊条药皮为低氢钾型,药皮配方是在J507配方基础上添加了适量的稳弧剂制作而成。主要焊接与焊条强度等级相当的碳钢、低合金钢、船舶用钢和压力容器,如16Mn、09Mn2Si等。该焊条具有焊缝成型美观、电弧稳定性好、飞溅小、脱渣容易、熔深适中等优点。尤其适用于全位置焊接。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。