耐磨尼龙在哪采购
厂家三:新河县金源尼龙制品厂 厂家地址:河北省邢台市新河县兴龙街166号 新河县金源尼龙制品厂,是尼龙制品的专业生产厂家。本厂二十年来一直奉行“奋发向上,求实创新”的企业精神,不断改进技术,提高质量,推出新产品,以满足客户的需求。
麦特利的不错,某宝和钓具之都商城都有卖。牌子比较大,性价比也高。
根据百度爱采购查询得知,以下几种型号的尼龙最耐磨:尼龙66:具有较高的强度和耐磨性能,适用于制作高强度、高耐磨的零件,如齿轮、轴承、滚轮等。尼龙6:具有较好的耐磨性能和柔韧性,适用于制作需要耐磨和柔韧性的零件,如绳索、输送带、纺织品等。
557焊条适合焊什么
焊条适用于焊接高铬铸铁、高锰钢、铸钢、合金钢等耐磨材料,在高温下具有良好的耐磨性和耐腐蚀性,但焊接后的金属组织容易出现裂纹和脆性。因此,557焊条在使用时需要注意控制焊接过程中的温度和冷却速度。
中碳钢以及部分低合金钢,如15MnTi、15MnV。采用直流反接,可进行全位置焊接。焊接工艺性能优良,电弧稳定,飞溅小,脱渣容易,焊缝成型美观,适用于焊接中碳钢以及部分低合金钢,如15MnTi、15MnV。
用于焊接中碳钢和Q390等低合金钢结构。J557低合金钢焊条J557焊条是低氢钠型药皮的低合金钢焊条,采用直流反接,短弧操作,可进行全位置焊接。适用于焊接中碳钢和部分低合金钢结构及相应级别的压力容器及承压管道的焊接。如,15MnTi、15MnVR、20MnMo等。
507焊条是什么?
焊条是CHH507的俗称,是低氢钠型药皮的Cr5Mo钢焊条,具有高温抗氢侵蚀性能。507焊条采用直流反接,短弧操作,可进行全位置焊接。焊前焊件需预热至300度至400度(整个过程中必须保持此温度),焊后须经740至至760度回火处理。用于焊接Cr5Mo类钢,如400度的高温抗氢腐蚀的管道。
焊条是一种专门用于焊接低合金钢、中合金钢以及异种钢材的高效焊条。它属于低氢钠型酸性焊条,具有显著的高温耐受性和抗氢侵蚀特性。然而,由于其特殊性,507焊条不能直接在钢材上焊接,而是需要经过预处理步骤。首先,焊件需要预热至400度,然后在740度的环境中进行回火处理。
是低氢钠型药皮的Cr5Mo钢焊条,具有高温抗氢侵蚀性能。用于焊接淬火状态下的低合金钢、中合金钢,异种钢及钢性较大的结构以及相应的热强钢等,如淬火状下的30CrMnSi不锈钢和碳钢的焊接等。507焊条采用直流反接,短弧操作,可进行全位置焊接。
焊条是低氢钠型焊条。J507是低氢钠型焊条,是一种碱性焊条,可以焊接结构钢材中典型的Q23Q245R、Q345R等钢材,其抗拉强度相对于E4315普通焊条大得多,所以焊接受力较大或受动载荷的钢结构。
焊条是一种专门用于焊接特定钢材的高效工具。它主要适用于焊接低合金钢、中合金钢以及异种钢等材料。作为一款低氢钠型酸性焊条,507焊条具备显著的优点,如良好的耐高温性能和抗氢侵蚀特性。
焊条主要焊接高碳钢材质。关于详细的解释如下:焊条简述 507焊条是一种专门用于焊接的焊条,具有较高的焊接性能。它通过其独特的化学成分和物理特性,可以在不同条件下进行稳定、可靠的焊接。这种焊条特别适用于高碳钢等材料的焊接。
A302和A102焊条的区别
1、A302和A102焊条的区别:物质含量:A302中的3表示含Cr22-25% ,含Ni12-14%;A102中的1表示含Cr18-21% ,含 Ni9-11%。
2、A302和A102焊条的主要区别在于它们的成分和用途。首先,从成分上来看,A302焊条是一种铬钼耐热钢焊条,而A102焊条则是一种低合金钢焊条。这种成分上的差异决定了它们在实际应用中的不同特性。A302焊条由于其铬和钼的含量较高,因此具有较高的耐高温性能,能够承受高温下的氧化和腐蚀。
3、A302焊条与A102焊条的区别主要体现在以下几个方面: 成分差异:A302焊条中的“3”代表铬含量为22至25%,镍含量为12至14%;而A102焊条中的“1”表示铬含量为18至21%,镍含量为9至11%。
4、A302焊条和A102焊条的主要区别在于其应用范围和性能特点。A302焊条 A302焊条是一种用于焊接不锈钢的特种焊条,主要适用于焊接重要的不锈钢结构,如桥梁、建筑等领域。这种焊条具有优异的抗裂性和低温韧性,能够在低温环境下保持稳定的焊接性能。
507焊条好还是506的好
焊条结实。506焊条用于交流电源,506焊条的胶皮中加了较多的碳酸钾、碳酸钠等物质作为稳弧剂,507焊条属于低氢钠型对于焊接的效果要求更高,选择的是直流反接的参数,比较适用于韧性和抗裂性要求较高的结构件。区别:506焊条和507焊条都属于碱性焊条。
焊条的焊接效果较好,焊缝质量高,焊接强度大,耐腐蚀性能好。但是,506焊条的缺点是焊接过程中产生的氢气含量较高,容易引起氢致脆性断裂,因此需要注意焊接条件和焊接后的热处理。507焊条507焊条是一种碱性焊条,主要由钙、钠、硅等元素组成。
。507焊条相对更稳定;506焊条在工作中容易产生气孔,受到三项应力(拉压)时,会出现裂纹。507焊条只能用于直流电源;506焊条是交直流两用,既可以用交流电源,也可以用直流电源。动载荷焊缝,可以选择碱性焊条506或507;而重要焊缝选择直流碱性焊条507。
焊条。507焊条主要用于焊接高强度钢和合金钢,强度更高,可以承受更大的负荷,适用于要求高强度焊接的场合,如桥梁、压力容器等。507焊条为低氢钠型对焊缝要求较高,钢和低合金钢焊条,参数选择直流反接,适用于要求塑性、韧性及抗裂性较高的重要结构件。
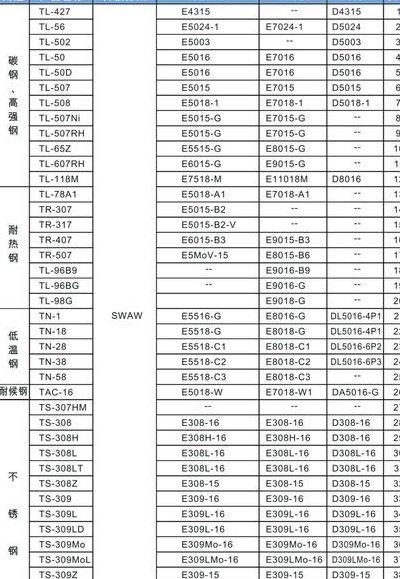
- 焊条5050507:适用于平焊、横焊、仰焊和垂直焊接等多种位置。 力学性能的差异:- 焊条422和427:提供较高的抗拉强度和屈服强度,以及较大的硬度。- 焊条502:焊接性能稳定,热影响区小,具有较高的抗拉强度。- 焊条506和507:展现出良好的耐腐蚀性,同时具有较高的抗拉强度和硬度。
的焊条交直流两用,使用方便,性能优良。507的韧性更好些,而且是低氢焊材,抗裂性好,适合焊接低温要求的材料,比如Q345D。看你的需要了。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。