半合成切削液和全合成切削液的区别?
1、润滑性能不同 半合成切削液润滑性能相对较差,加工成效不佳;全合成切削液不含矿物油类物质,具备使用寿命长,冷却性、清洗性、稳定性等很多优点。产品细节方面不同 半合成切削液在尺寸的精度和产品的光洁度上比全合成切削液好点;全合成切削液在防锈处理,排屑,沉屑能力上较好。
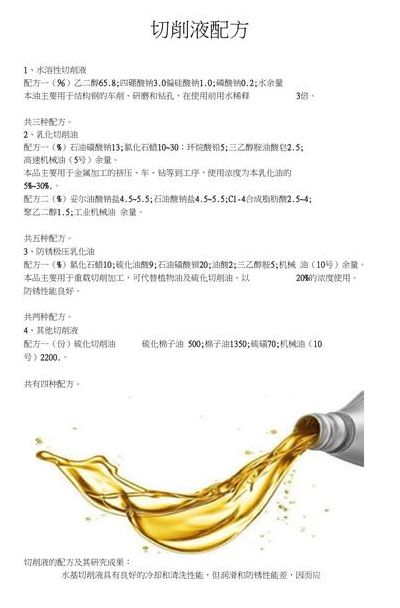
2、全合成、半合成和乳化液是最常用的三大类切削液全合成类DC-506:水溶液是以水为主要成分的切削液。水的导热性能和冷却效果好,但单纯的水容易使金属生锈,润滑性能差。
3、半合成切削液和全合成切削液相比,润滑性能相对较差,加工效果不佳。
4、首先,半合成切削液是既含有矿物油又含有化学合成油的水溶性切削液,而全合成切削液仅使用化学合成基础油合成的水溶性切削液。切削液主要的功能是润滑、冷却、防锈和清洗,所以我们可以从这四个功能区分。半合成切削液是含有矿物油,所以润滑作用比较好,防锈也较好。
5、③半合成切削液:也称微乳化切削液。它的浓缩液由少量矿物油(含量为5%~30%),油性剂、极压剂、防锈剂、表面活性剂和防腐剂等组成。稀释液油滴直径小于1m,稀释液呈透明状或半透明状。它具备乳化液和合成切削液的优点,又弥补了两者的不足,是切削液发展的趋势。
6、水基的切削液可分为乳化液、半合成切削液和全合成切削液三种。其中,乳化液的稀释液在外观上呈乳白色;半合成液的稀释液通常呈半透明状,也有一些产品偏乳白色;全合成液的稀释液通常完全透明如水或略带某种颜色。
切削液的利润高吗??有腐蚀性吗??一般多钱一公斤呀?
切削液的价格跟品质有关也跟你的配方有联系!有的商家是暴利 有的商家是薄利!而腐蚀性看切削液的定位,有的切削液有腐蚀性有的则没有,切削液有多种,所以切削液的价格是不一样的。
从防锈性能上看,该切削液防锈时间长,长达三个月以上,能有效保护金属表面免受腐蚀,提高加工件的耐久性。同时,其清洗性能优秀,不含有害废机油,避免了工作人员的衣物弄脏、洗手困难等问题,提升了操作环境的舒适性。
,要看是哪种铝合金材质,再就是要看性价比,如果是1年不换槽,20块,和一个月一换槽15块,您会选择哪一个。所以不要看单价,好看整体一段周期的使用成本。
总体来说,特种润滑油的前景还是不错的,区别于目前市场上大部分品牌的普通润滑油,用于特殊行业或设备上的润滑,虽然一次性使用量小,但利润情况比较好,价格也相对较高。目前普通润滑油(俗称大路货)市场,已经被国内品牌如长城、昆仑,国外品牌如壳牌、美孚、BP等占据了大部分市场份额,竞争非常激烈。
但是多以直销为主。价格应该比较“黑暗”。厂家利润很难说。从专业到角度说: 其实牌子不是最关键的。最重要到是选产品,工艺加工方式,金属材料,要跟选择到切削油液相匹配。就像做菜加作料一样,你不能说盐放少了,味精放多了,味道坏了就怪盐或者味精不好。主要是选择合适到加工液,需要专业到服务。
全合成切削液配方是什么?
三乙醇胺,羧酸盐防锈剂,三乙醇胺硼酸酯,聚醚,有机硅消泡剂,杀菌剂,BTA,水。冷却作用是依靠切削液的对流换热和汽化把切削热从固体(刀具、工件和切屑)带走,降低切削区的温度,减少工件变形,保持刀具硬度和尺寸。切削液的冷却作用取决于热参数值,特别是比热容和热导率。
全合成切削液配方 配比(质量份):硼酸8,十一碳二元酸3,三乙醇胺15,聚乙二醇400 10,尼泊金酯0.5,吡啶硫铜钠5,苯并三氮唑0.2,乙二胺四乙酸0.1,有机硅油0.2,自来水50。
以下是一种常见的切削液配方: 基础液体(水或乳化油):通常占全合成切削液配方的大部分,为提供润滑和冷却功效。 补充剂(添加剂和助剂):用于增强切削液的性能和抗腐蚀能力。常见的补充剂包括酸碱缓冲剂、防锈剂、抗菌剂、润滑剂、起泡剂等。 稳定剂:用于防止切削液发生变质或沉淀。
切削液详细配方如下:亚硝酸钠,蒸馏水,聚乙二醇,医用乙醇,三乙醇胺,食用香精,苯并三氮唑。先将聚乙二醇与苯并三氮唑用蒸馏水溶合在清洁容器中,再将三乙醇胺和亚硝酸钠倒入容器与聚乙二醇、苯并三氮唑溶合在一起。
切削液配比方法:将所购买的乳化剂加入水重,待其溶于水中,然后一边搅拌一边将油相加入即可。将乳化剂溶于油相,再加入水,可以直接制得切削液。轮流加液,将油和水轮流加入乳化剂中,每次少量加入即可。将油、水和乳化剂放入同一个容器中,混合在一起,反应形成乳化液。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。