气保焊机电压电流怎么调
1、把电流旋钮调到最小,把电压旋钮调到最大,逐步增大电流,到能正常焊接时停止调整。把电流旋钮先调到最大,把电压旋钮调到最小,逐步增加电压,到能正常焊接时停止调整;这时应该已经感受到电流和电压各自的作用。
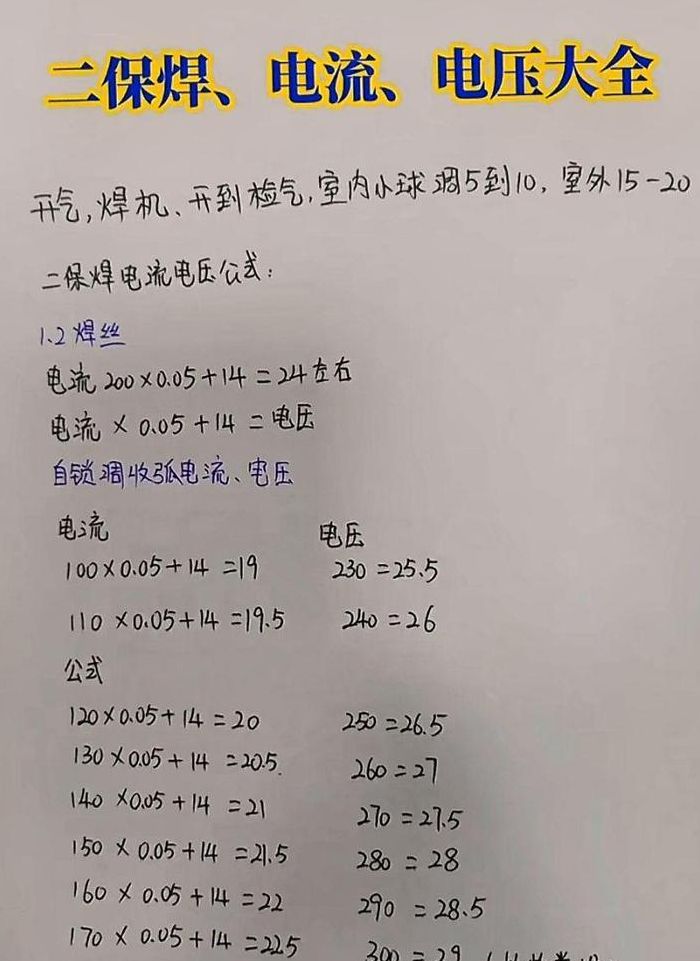
2、气保焊怎么调电流电压效果最好气保焊怎么调电流电压效果最好气保焊电流电压效果最好的调试方法:选择合适的电流电压范围、初步设定参数、观察焊接效果、微调参数、进行试焊、注意稳定性、记录参数。
3、首先,将电流旋钮调至最小,同时将电压旋钮调至最大。接着,逐步增加电流,直至达到可以正常焊接的状态。在这个过程中,应密切关注焊接效果,确保电流适中,避免过大或过小。完成这一步后,将电流旋钮调至最大,再将电压旋钮调至最小。随后,逐步增加电压,直至能够正常焊接。
4、可以先将电压调至最大,保持电流不变,这样可以观察到铁水显得较为稀薄。然后将电压调至最小,这时铁水会显得较为稠厚。通过这种方式,可以直观地了解电压对熔池铁水状态的影响。同样地,保持电压不变,调整电流的大小,可以观察到送丝速度的变化。
5、气保焊机电压电流调节如下:二氧焊机是通过二氧化碳气体来保护溶池的,防止空气进入溶池产生气孔的一种焊机。所以要调节它的电流和电压一般的机子都是分开调的,之前我们说道:电流一般主要调送丝的速度, 电压的作用是来化焊丝的。
气保焊一般怎么调合适的电流和电压
1、气保焊电流电压效果最好的调试方法:选择合适的电流电压范围、初步设定参数、观察焊接效果、微调参数、进行试焊、注意稳定性、记录参数。 选择合适的电流电压范围: 根据焊接材料的类型和厚度,选择适当的电流电压范围,以确保焊接质量。 初步设定参数: 根据焊接手册或经验,初步设置电流和电压参数,开始焊接。

2、气保焊要调到最合适的电流电压,需多方面考量。 焊件厚度因素:焊件较薄时,应选择较小的电流和电压,以防止烧穿。比如焊接2毫米厚的钢板,电流可在80 - 100A,电压18 - 20V 。若焊件较厚,则需较大电流电压来保证熔深,像5毫米厚钢板,电流可能要200 - 250A,电压25 - 30V 。
3、可以先将电压调至最大,保持电流不变,这样可以观察到铁水显得较为稀薄。然后将电压调至最小,这时铁水会显得较为稠厚。通过这种方式,可以直观地了解电压对熔池铁水状态的影响。同样地,保持电压不变,调整电流的大小,可以观察到送丝速度的变化。
4、调整气保焊的电流和电压以获得最佳效果的方法包括: 调整焊丝速度:焊丝速度与电流成反比,降低速度会增加电流,反之亦然。通过适当调整焊丝速度,可以维持电流在适宜水平,从而提升焊接质量。 调整热输入:热输入的调节涉及电流、电压和焊丝速度的变化。
气保焊怎么调电流电压效果最好?,
气保焊电流电压效果最好的调试方法:选择合适的电流电压范围、初步设定参数、观察焊接效果、微调参数、进行试焊、注意稳定性、记录参数。 选择合适的电流电压范围: 根据焊接材料的类型和厚度,选择适当的电流电压范围,以确保焊接质量。 初步设定参数: 根据焊接手册或经验,初步设置电流和电压参数,开始焊接。
调整气保焊的电流和电压以获得最佳效果的方法包括: 调整焊丝速度:焊丝速度与电流成反比,降低速度会增加电流,反之亦然。通过适当调整焊丝速度,可以维持电流在适宜水平,从而提升焊接质量。 调整热输入:热输入的调节涉及电流、电压和焊丝速度的变化。
气保焊要调到最合适的电流电压,需多方面考量。 焊件厚度因素:焊件较薄时,应选择较小的电流和电压,以防止烧穿。比如焊接2毫米厚的钢板,电流可在80 - 100A,电压18 - 20V 。若焊件较厚,则需较大电流电压来保证熔深,像5毫米厚钢板,电流可能要200 - 250A,电压25 - 30V 。
气保焊调电流电压效果最好的方法有:调整焊丝速度、调整热输入、选择合适的电极直径和类别、控制焊接角度和位置、确定更适合的气体。调整焊丝速度 焊丝速度可以控制焊接的电流。当焊丝速度变慢,电流增加。相反,当焊丝速度更快,电流降低。
气保焊调电流电压效果最好的方法有 第一步,先把电流旋钮调到最小,把电压旋钮调到最大,试焊一下,此时不要动电压旋钮,逐步调大电流,到能正常焊接就停下。
方法步骤:把电流旋钮调到最小,把电压旋钮调到最大,逐步增大电流,到能正常焊接时停止调整。把电流旋钮先调到最大,把电压旋钮调到最小,逐步增加电压,到能正常焊接时停止调整;这时应该已经感受到电流和电压各自的作用。
气保焊怎么调电流电压效果最好
1、调整气保焊的电流和电压以获得最佳效果的方法包括: 调整焊丝速度:焊丝速度与电流成反比,降低速度会增加电流,反之亦然。通过适当调整焊丝速度,可以维持电流在适宜水平,从而提升焊接质量。 调整热输入:热输入的调节涉及电流、电压和焊丝速度的变化。
2、气保焊调电流电压效果最好的方法有 第一步,先把电流旋钮调到最小,把电压旋钮调到最大,试焊一下,此时不要动电压旋钮,逐步调大电流,到能正常焊接就停下。
3、观察焊缝的形态、焊透深度、焊缝质量等,根据实际情况调整电流电压。 微调参数:根据焊接效果,逐步微调电流和电压,以达到最佳的焊接效果。 微调参数:根据焊接效果,逐步微调电流和电压,以达到最佳的焊接效果。 进行试焊:针对不同材料和条件,进行试焊,评估焊接效果,不断优化参数。
4、方法步骤:把电流旋钮调到最小,把电压旋钮调到最大,逐步增大电流,到能正常焊接时停止调整。把电流旋钮先调到最大,把电压旋钮调到最小,逐步增加电压,到能正常焊接时停止调整;这时应该已经感受到电流和电压各自的作用。
5、气保焊调电流电压效果最好的方法有:调整焊丝速度、调整热输入、选择合适的电极直径和类别、控制焊接角度和位置、确定更适合的气体。调整焊丝速度 焊丝速度可以控制焊接的电流。当焊丝速度变慢,电流增加。相反,当焊丝速度更快,电流降低。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。