二保焊,1.2焊丝,5厘钢板,用多大的电流?
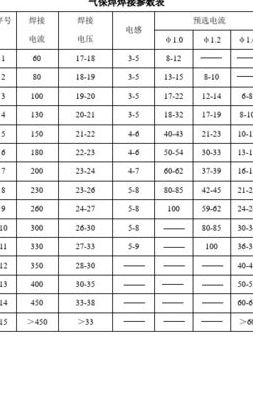
根据您提供的信息,建议使用65安培的电流进行二保焊。在使用2焊丝和焊接5厘钢板时,建议设置电压为24-27伏特的范围内。请注意,这只是一般建议,因为最适合焊接的电流取决于多个因素,如焊缝的尺寸、要求的强度以及所使用的设备等等。因此最好还是在具备焊接知识和经验的专业人士指导下进行操作。
是5mm钢板吧,电流选择120左右,同时还要看焊缝位置,平角焊缝再大一点,立焊缝再小一点。
大概230A、26V,不合适可微调。二保焊工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应变形范围大,可进行薄板件及中厚板件焊接。钢板是用钢水浇注,冷却后压制而成的平板状钢材。
焊丝二保焊焊接电流:110到180安,焊接电压:20到23伏。在电流一定的情况下,电压和送丝速度应反向调节。若焊丝直径为2毫米,则电压为18伏,送丝速度为每分钟60厘米,一般调机只动电压。电流大、电压小会顶丝。电压大、电流小会有很多飞溅。电流大,熔深增加,但宽度也一定会增加。
药芯焊丝的电流电压参数是多少?
船厂药芯焊丝二保焊横焊电压电流160到240。根据查询相关公开信息显示,保焊药芯焊丝焊探伤口根据焊接位置的不同,电流在160到240之间。太大,太小都对焊缝成型不好。
你好,二保焊药芯焊丝焊探伤口根据焊接位置的不同,建议电流在160-240之间比较好的。太大或太小都对焊缝成型不好的。望采纳,谢谢。
药芯焊丝一般都会有很细小的气孔,我们这里用自动焊也会有,所以要是要求高的话,就用实芯的,给你一个电流电压的关系式:电压=电流×0.05+14±2。这样去试着调整,电流选择220~250A,电压选择28~32V。
你好,用不琇钢药芯焊丝悍接时,不能用二氧化碳气体作为保护气体,要用氩气作为保护气体。用0的悍丝电弧电压为17一19V,悍接电流为100一120A为宜。
你好,二氧化碳焊仰角焊缝,2mm药芯焊丝,药芯焊丝的铁水比实芯焊丝铁水浠,焊接电流应比实芯焊丝小,焊接电流控制在100~110A左右,电弧电压17一19V左右即可。
实芯气保焊怎么焊8-12mm厚板立角焊?电流电压多少?焊接方法怎样?具体...
1、练习方法:板件T型接头立焊位, 使用CO2气保焊实芯焊丝进行往复三角摆动焊接。练习目的:①双手抓握焊枪;②保持焊丝伸出长度匀速变化;③保持正确的横向和纵向焊枪角度;④进行焊接参数的选择和配比。
2、(1)左焊法(右→左):余高小,宽度大,飞溅小,便于观察焊缝,焊接过程稳定,气保效果好(有色金属必须用左焊法),但溶深较浅。 (2)右焊法(左→右):余高大,宽度小,飞溅大,便于观察熔池,熔深深。 (3)运枪方法:锯齿形摆抢。 (4)平角焊不摆或小幅摆动。 (5)立角向上焊,采用三角形运枪。
3、没有具体的数,焊接电流的大小主要取决于送丝速度。送丝的速度越快,则焊接的电流就越大。焊接电流对焊缝的熔深的影响最大。当焊接电流为60~250A,即以短路过渡形式焊接时,焊缝熔深一般为1mm~2mm;只有在300A以上时,熔深才明显的增大。埋弧焊是用焊丝焊接,焊剂保护。焊剂像沙子把电弧埋住。
4、则焊接的电流就越大。焊接电流对焊缝的熔深的影响最大。当焊接电流为60~250A,即以短路过渡形式焊接时,焊缝熔深一般为1mm~2mm;只有在300A以上时,熔深才明显的增大。埋弧焊是用焊丝焊接,焊剂保护。焊剂像沙子把电弧埋住。主要用于焊接厚板。气保焊危害是电弧和灰尘对焊工的健康影响很大。
5、此时焊接电流一般在200a以下,当电流在200a以上时,电弧电压用公式:u=0.04 i+20正负2(v)此时为细颗粒过渡。
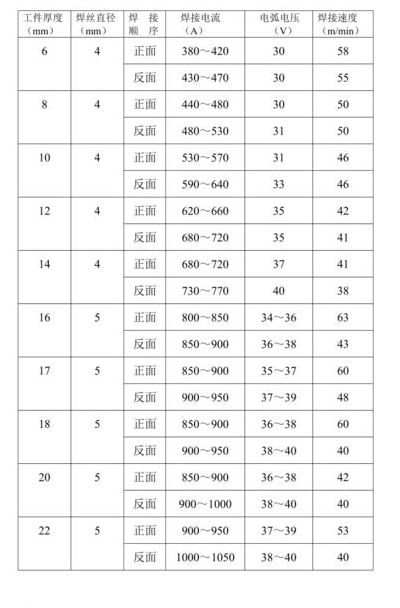
6、二层焊时,第一层采用较大的焊接电流,二保焊焊枪与垂直板夹角减小 并指向偏离根部 2㎜~3㎜。第二层焊道焊接电流应减小。焊枪指向第一道的凹坑处,并采用左焊法。两层焊适合用于焊脚尺寸为8㎜~12㎜。要求焊脚更大时,应采用三层以上焊道(多层多道焊)。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。