沉孔钻头怎么磨
沉孔钻头磨法如下:手磨两边刃180度,【180度平底】中间留钻尖高于刃几毫米,【根据底孔大小实践中定】分两次磨,先磨两刃再磨钻尖,尖大小由底孔定,尖底宽大于底孔2毫米,起到底孔倒角作用。磨沉孔钻需有实践经验才能磨好。
先钻小孔,沉孔时可将大钻头的顶端磨为比底孔直径略小长度为3-5MM的导向段,周圈磨为平钻样式,导向段的根部要尽量清根,这样在导向段的引导下沉孔就会很容易完成。平底沉孔加工需在钻孔基础上,通过端铣刀铣出沉孔。锥沉孔需用较大钻头在已钻孔上进行锪孔加工。
首先选择合适的钻头,将钻头插入钻床主轴,确保钻头与主轴垂直。然后将沉头钻固定在钻床主轴上,调整好深度,确保沉头孔深度与所需深度相同。然后将不锈钢板放置在工作台上,用划线工具标记沉孔的位置。然后启动钻床,将钻头对准标记,开始钻孔。
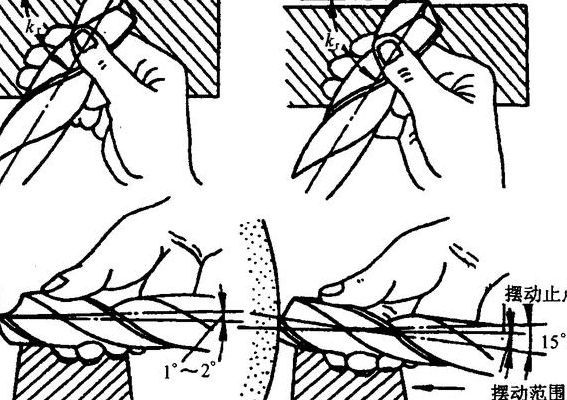
刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。
怎么磨深孔钻钻头啊?
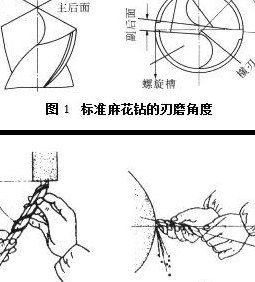
1、深孔钻钻头磨法如下:刃口与砂轮面摆平。将钻头的主切削刃与砂轮面放置在一个水平面上,再慢慢往砂轮面上靠。深孔钻钻头轴线要与砂轮面斜出60度的角度,注意钻头刃磨前相对的水平位置和角度位置。由深孔钻钻头刃口往后磨后面。
2、调整角度:深孔钻钻头的轴线应与砂轮表面成60度角。注意在开始磨削前保持钻头的水平和角度位置不变。后刀面磨削:从钻头的前端开始,沿着主切削刃向后磨削后刀面,确保刃口首先接触砂轮,然后缓慢磨削整个后刀面。对称刃磨:在保证钻头刃尖对准轴线的情况下,对称地修磨两侧的刃口。
3、专业深孔钻的钻头应该是合金的,而且还应是工具磨磨出来的,钻头都有分屑槽,而且进给量很大,和粗车一样,所以钻出的屑应该是C型屑或者渣子,都很小,从空心的杆中间排出来。因为是合金钻头所以钻的时候转速是很高的,速度低了钻头反而更容易磨损。
4、:从钻头后面(钻头切削部分分为横刃,主切削刃,副切削刃,前刀面,后刀面)开始逐渐向主切削刃磨。2:注意观察,横刃不要太长,否则轴向力增大。两主切削刃要对称,长度相等。否则孔径变大。俩主刃之间夹角标准118度(刀尖角)大于小于它切削刃都不是一条直线,会是圆弧。
5、用二硫化钼浸润砂轮 将新的普通砂轮浸泡在混合溶液中,14小时后取出,自然干燥18~20小时,使砂轮完全晾干。经上述处理的砂轮内部空隙中充满二硫化钼,对磨粒可起到润滑作用,使砂轮排屑良好,不易堵塞。
钻头怎么磨又快又耐用
刀片应与砂轮表面齐平:在打磨钻头之前,必须确保正确的位置,即将钻头放在砂轮表面所在的平面上。确保当刀刃接触砂轮时,所有没有偏差的零件都可以磨到,而不是接触一部分。这是第一步,也是最重要的一步,当摆对位置时,才能执行下一步。
钻头怎么磨又快又耐用 刃口放平,靠近砂轮 磨钻头的第一步就是将钻头的主切削刃放置在水平位置,然后慢慢靠近砂轮的表面,但不要接触到砂轮。如果还没有将刃口放平就开始打磨,这样不仅磨不好,也大大消耗了钻头。
磨的时候,右手保持钻头位置,左手握钻尾部稍稍上下移动。磨好一面刀口再旋转180度磨另一面的刀口即可。
如何使钻头既快又耐用 选择合适的钻头材质:钻头的材质对其耐用性和切削速度有重要影响。硬质合金钻头适用于硬质材料,而高速钢钻头则适合软质材料。 正确选择钻头直径:根据工件的材质和厚度选择合适的钻头直径,以确保高效的切削和减少钻头磨损。
从刃口向后磨:刀片接触砂轮后,必须从主刃向后刃磨,即从钻头的刃口接触砂轮,然后沿着整个后刃慢慢磨。可以选择麻花钻。轻轻触碰砂轮,进行少量切削,注意火花的对称性。马上调整手压,还要注意麻花钻的制冷,不容易造成烫伤和边缘变色,然后淬火。当边缘温度较高时,应及时冷却钻头。
首先检查钻头是否弯曲,并且检查刀菱口是否是完好的。在靠近砂轮机砂轮的中部以上的位置,用钻头来回做上下运动。然后再在另一台专用开槽的砂轮机上,把这个垂直于钻头中线的横向刀口在让它磨成一个尖。最后再用打磨机打磨一下钻头即可,这样钻头就会被磨得又快又耐用了。
钻头怎么磨又快又耐用(钻头怎么磨快)
刀片应与砂轮表面齐平:在打磨钻头之前,必须确保正确的位置,即将钻头放在砂轮表面所在的平面上。确保当刀刃接触砂轮时,所有没有偏差的零件都可以磨到,而不是接触一部分。这是第一步,也是最重要的一步,当摆对位置时,才能执行下一步。
钻头怎么磨,为您提供钻头怎么磨图文信息,第一把钻头从钻夹头上卸下来,不要拿着手枪钻一起磨钻头。用右手握在钻头顶端部分,左手握钻头的尾部。让钻头的顶端刀口和砂轮机的砂轮平行,再靠在砂轮片上磨。磨的时候,右手保持钻头位置,左手握钻尾部稍稍上下移动。
钻头怎么磨又快又耐用 刃口放平,靠近砂轮 磨钻头的第一步就是将钻头的主切削刃放置在水平位置,然后慢慢靠近砂轮的表面,但不要接触到砂轮。如果还没有将刃口放平就开始打磨,这样不仅磨不好,也大大消耗了钻头。
从刃口向后磨:刀片接触砂轮后,必须从主刃向后刃磨,即从钻头的刃口接触砂轮,然后沿着整个后刃慢慢磨。可以选择麻花钻。轻轻触碰砂轮,进行少量切削,注意火花的对称性。马上调整手压,还要注意麻花钻的制冷,不容易造成烫伤和边缘变色,然后淬火。当边缘温度较高时,应及时冷却钻头。
50钻头怎么磨
1、刃口要与砂轮面摆平。磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。钻头轴线要与砂轮面斜出60°的角度。
2、如果对所钻孔的直径要求比较严的话,可以在刃磨后,先试钻一下,把先吃屑的那个切削刃再磨去一些,直到两侧同时吃屑为止。最后,由于大钻头的钻心部位比较厚,需要把横刃修磨窄一些,这样可以减小钻进的轴向力。
3、磨钻头正确方法如下:首先把钻头从钻夹头上卸下来,不要拿着手枪钻一起磨钻头。用右手握在钻头顶端部分,左手握钻头的尾部。让钻头的顶端刀口和砂轮机的砂轮平行,再靠在砂轮片上磨。磨的时候,右手保持钻头位置,左手握钻尾部稍稍上下移动。
图解钻铝的钻头怎么磨,钻铝的钻头怎么磨才能断小?钻驴的钻头怎么磨才能...
用细锉把钻头的刃口轻轻的磨尖,然后用镊子把刃口上的毛刺拔掉。 用细锉从钻头的中央开始,向两端轻轻磨削,使钻头直接,长度为直径的2倍。 用油石轻轻磨钻头的刃口,这样能够改善切割性能并减少摩擦,防止钻头卡住或发热。
【话不说不知,木不钻不透】(谚)话不说清,别人就不明白根柢;木不钻孔,就不能穿透底层。指和人说话,一定要有透明度,不可含糊不清。 也作人不说不知,木不钻不透。 5 挖耳勺掏灶炕小抠 5 【搂草打兔子捎带】(歇)指做某件事时顺便做另一件事。 也作搂草打兔子捎带手。
老板真的生气了,拿出老虎钳子来,就把小白兔的牙给通通拔掉了。
文章声明:以上内容(如有图片或视频亦包括在内)除非注明,否则均为网友提供,转载或复制请以超链接形式并注明出处。